 streettrucks
.
March 23, 2020
.
How to
.
streettrucks
.
March 23, 2020
.
How to
.

How does anyone understand the difference between high-strength fasteners and peanut butter bolts? We’ve seen this time and time again: fasteners used in applications they were never engineered for. As you walk through the average hardware department in a home improvement store it gets darned confusing. When you order fasteners online, what are you getting for your money? Which fastener should you use and will it be strong enough for the mission?
In order to make the right decision, you have to know something about fasteners, metallurgy and how fasteners function. Fasteners provide a clamping function that holds parts together, and with that clamping action comes fastener tension. Where fasteners become more complex is when we get into the materials they are made of and how we ascertain strength.



ARP tells us that fastener metallurgy begins with grain size in the metal. Metals “freeze,” so to speak, from the liquid state during melting from many origins, and each one of these origins grows until it bumps into another during the freezing/cooling process. Each of these is a grain. In castings, these grains are fairly large. Grains can be made smaller (ARP calls this “refining”); therefore, many more of these grains can occupy the same space. This happens by first cold working and then by recrystallizing at very high temperatures. Alloy steels, like chrome-moly, do not need cold working. To get there, reheating refines the grain size in the metal. Austenitic steels and aluminum, however, do require cold working first.

Grain size is very important to mechanical properties, ARP tells us. High temperature “creep” properties are enhanced by large grains; however, toughness and fatigue in the metal require finer grain size. The finer we can get the grain, the better it will perform in terms of strength. High-temp creep happens at elevated temperatures; depending on material and load this creep could be as much as .001 per inch/per hour. What makes ARP bolts and studs more advanced is their fine-grain metallurgy, usually ASTM 8 or finer (with 10 being the finest). ARP is easily the most trusted fastener name in the industry and this is one of the reasons why.
ARP gives us valuable insight into fastener strength with even more information: With steel, as the strength goes up, we lose toughness. At too high a strength, steel tends to be brittle and, as a result, can break. Bolt, stud and nut threads accentuate the brittleness, ARP adds. Tool steel heat-treated to 350,000 psi can mean trouble when we’re talking bolt threads.
ARP employs 8740 steel in its fasteners. It adds that 8740 alloy is available in different grades you should be aware of:
ARP uses only SDF and CHQ, which are better than aircraft and commercial grade. This is why you see ARP in racing venues throughout the world. ARP’s stainless fasteners are suited to many automotive and marine applications because stainless steel stands up to heat and corrosion. ARP’s Stainless 300 is a special alloy with increased durability. It is polished using a proprietary process to produce a stunning finish. Tensile strength is typically rated at 170,000 psi, which makes it equal to or better than Grade 8 in raw strength.


Until the development of today’s high-tech modern alloys, chrome-moly was considered a high-strength alloy. Today, 8740 chrome-moly is seen as high-strength steel with adequate fatigue properties for most racing applications, according to ARP. This is only, however, if the threads are rolled in after heat treatment, which is the way ARP manufactures its fasteners. Chrome-moly is considered a quench and is temper steel heat-treated to deliver tensile strengths between 180,000 and 210,000 psi. This is strong stuff when you consider what it takes to break it.

The news gets even better when you learn what’s in ARP2000 fasteners. ARP2000 is a steel alloy safely heat-treated to a higher level, yielding greater strength than 8740. While both 8740 and ARP2000 steel alloys share similar characteristics, ARP2000 is capable of achieving a clamp load at 220,000 psi. As such, ARP2000 is used widely in short track and drag racing as an upgrade from 8740 chrome-moly in both steel and aluminum connecting rods for the punishing stresses throughout an engine and driveline that these applications promise.

ARP notes that L19 is premium steel processed to deliver superior strength and fatigue properties. It is a very high-strength alloy compared to 8740 and ARP2000. It is capable of delivering a clamp load at 260,000 psi. It is used mostly in short track and drag racing applications where inertia loads exceed the clamping power of ARP2000. Like most high-strength quench and temper steels, L19 requires special care during manufacturing to avoid hydrogen embrittlement. L19 is easily contaminated and prone to stress corrosion; this means it must be kept well oiled and away from moisture.
ARP also has more exotic alloys in its arsenal, extraordinarily high-strength steel alloys you likely will never need in a street truck. There is Aermet, Inconel 718, ARP 3.5 (AMS5844), Custom Age 625 Plus and titanium. Titanium offers an unequalled weight and strength advantage. It is about 40% lighter than its steel cousins.


The Rockwell Standard is used to ascertain bolt strength. A Rockwell hardness tester measures the depth of penetration that occurs in the metal when a load is applied. For hard materials like steel, a diamond penetration tool is used. For softer materials, small balls (1⁄16-inch or 1⁄8-inch in diameter) are used and the Rockwell hardness tester measures the depth. ARP uses the C scale for the 120,000-psi strength level and higher. The Rockwell C scale uses the greatest load, 150kg. The A scale uses only a 60kg load but can be correlated with C scale.


According to ARP, elasticity of all alloy steels is exactly the same: 30,000,000 psi. It adds that this is true whether steel is heat-treated or not and regardless of whether it is 100,000-psi strength or 300,000 psi. Steel and aluminum are like a spring, place these materials under a load and they will flex; double the load and they will stretch twice as far. This is a very important issue when it comes to high-stress hardware such as connecting rod bolts because, by measuring the stretch, we are actually measuring fastener load. ARP adds that load is what is important to understanding stretch; measuring bolt stretch indicates how much load is on the bolt.
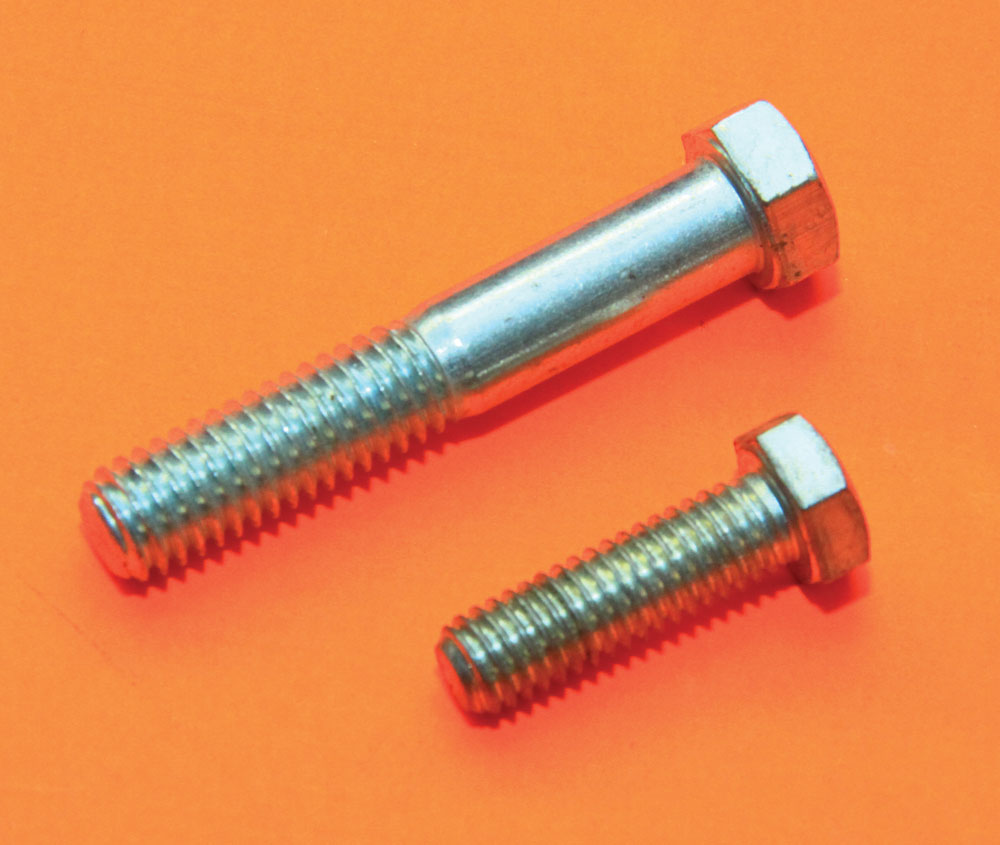
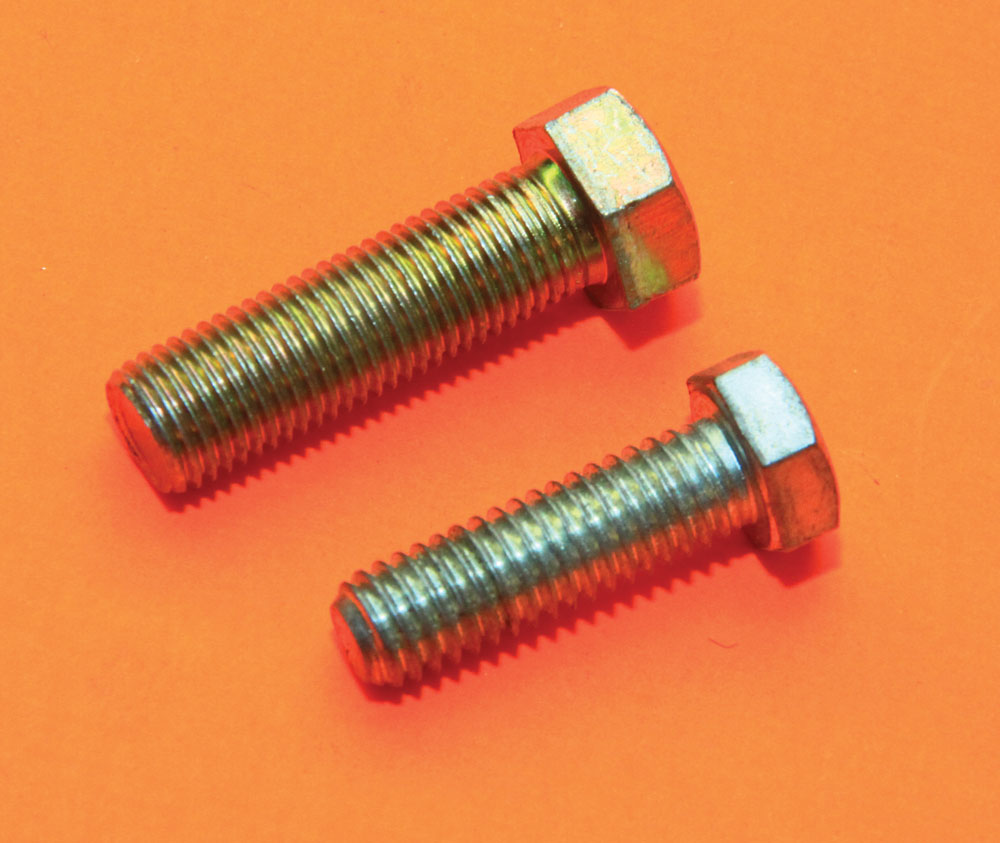
The most common type of bolt is a hexagonal or hex head with six contact surfaces that penetrates a nut or a threaded hole. Fastener grade (US or metric) boils down to what a fastener consists of physically and mechanically. There are three basic bolt hardnesses: Grade 2 (peanut butter), Grade 5 (hard) and Grade 8 (very hard).
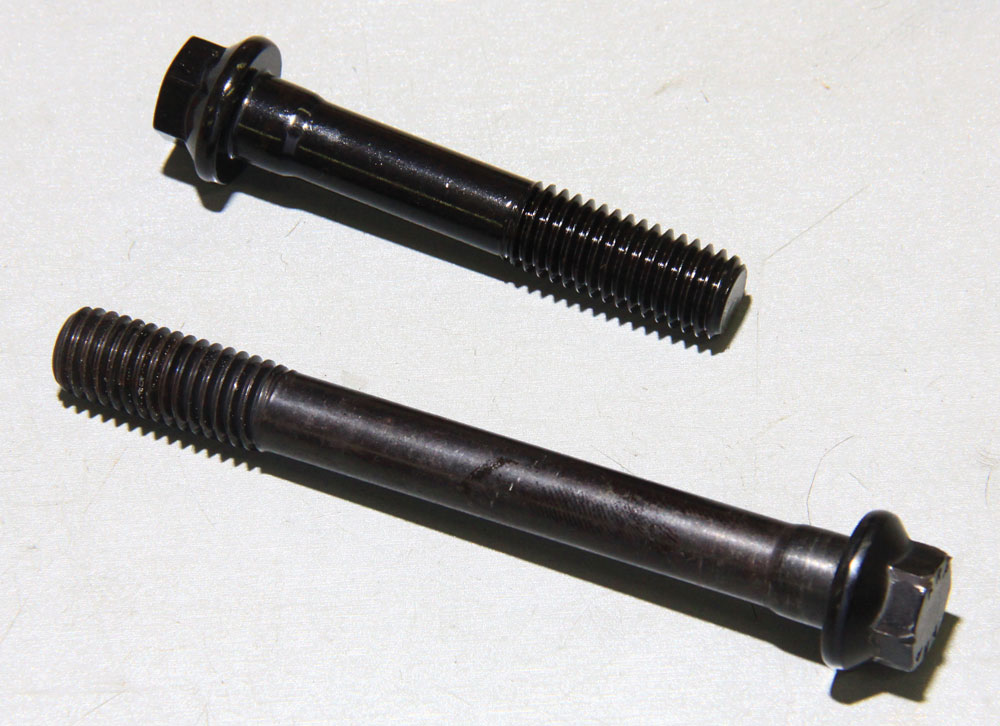
Engine, driveline and chassis should be fitted with US Grade 8 fasteners. US grade 8 fasteners are high-strength, quenched and tempered medium carbon-alloy steel. They can generally demonstrate 150,000-psi tensile strength minimum. This means they should be able to withstand a minimum tension load of 150,000 psi.
Light-duty fasteners such as body bolts and interior fasteners are generally US Grade 5. US Grade 5 bolts are quenched and tempered medium carbon steel. Minimum tensile strength for these is generally 120,000 psi, meaning minimum tension load is 120,000 psi.

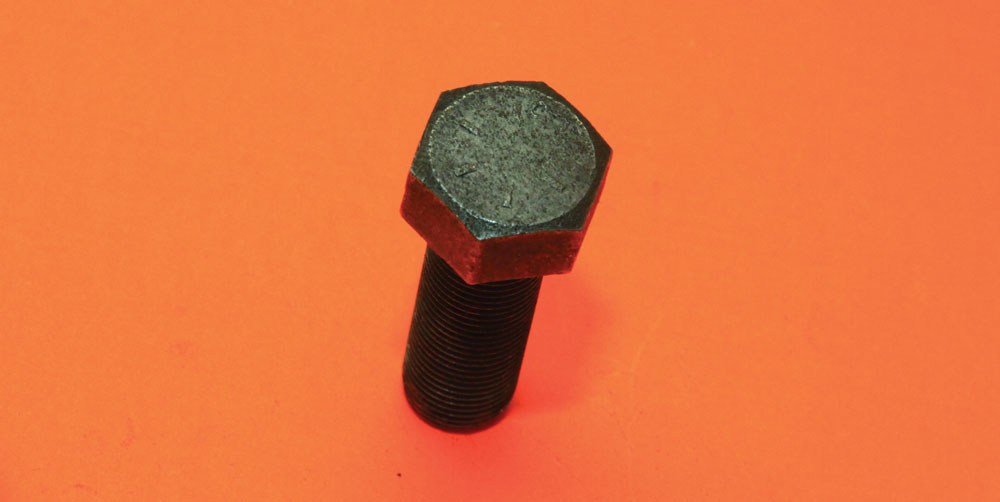
Honestly, a US Grade 2 fastener—your garden variety hardware store bolt—should never be used on a motor vehicle. US Grade 2 fasteners are low to medium carbon steel and are generally low quality. In other words, it’s easy to twist them off if you become too aggressive. Though the standard is 74,000-psi minimum tensile strength, we’re not confident they would take that without breaking.
Bolt strength is measured in three basic ways: tensile, yield and proof loads. Tensile strength is maximum tension load (tug of war) where we try to pull the bolt apart. Yield strength is the maximum load a bolt will take before it stays that way. Finally, proof load or strength is about twist, or the amount of torque a bolt will take before it stays that way.
Bolt coatings range from zinc to hot dip galvanizing to chrome plating. Zinc electroplating, which is silver in color, prevents corrosion. Hot dip galvanizing prevents corrosion as well and tends to be denser than zinc plating alone. Chrome plating is also a corrosion preventative; it is also expensive.

Stainless steel bolts vary in materials and construction. Stainless is a low-carbon steel fastener with high corrosion resistance. Some believe stainless steel bolts are stronger than Grades 5 and 8 but this isn’t true. Because stainless is low-carbon steel it cannot always be heat-treated for strength. Stainless steel bolts are generally harder than Grade 2 but not as hard as Grade 5. The downside to stainless fasteners is the potential for thread galling. Although stainless is generally thought of as non-magnetic, not all of it is. Stainless steel fasteners are generally 18% chromium and 8% nickel, however that can vary, too. Stainless 316 exhibits excellent anti-corrosion properties. Stainless 410 is a harder steel, but not as corrosion resistant as 316. Which type you choose depends on application and which characteristic you most need to accentuate.
It can be safely said that bolts and nuts need to be the same size and thread type for proper fit and function. If you have a 3⁄8-inch coarse-thread bolt you’re going to need a 3⁄8-inch coarse-thread nut. The type of nut you employ depends on what you need both nut and bolt to do. Grade 2, 5 and 8 bolts should have compatible nuts in the same strength class. It makes no sense to have a Grade 8 bolt with a lower grade nut because failure always comes down to the weakest link. A Grade 8 bolt with what’s basically a Grade 2 nut means failure will happen at the nut. You should have a bearing surface beneath both the bolt head and nut. The head must have a surface on which to distribute load. Ditto for the nut be it a flat or lock washer; think of the humble washer as a load distribution and bearing surface.
Throughout the history of the modern mechanized world, hardware manufacturers have produced untold millions of different kinds of nuts. Most of them are general purpose, found in hardware and home improvement stores from pole to pole and sea to sea. There are special-purpose nuts for specific applications such as those of original equipment manufacturers. Locknuts are designed to stay tight under some of the most stressful environments imaginable. Castle nuts stay put with help from a cotter key. Nylon insert hex nuts, also known as Nylocks, lock via the nylon insert. Jam nuts shoulder up against conventional hex nuts for locking purposes. Wing nuts don’t fly, however they are tightened with your fingertips. Acorn and cap nuts sport a rounded head and finished appearance. Flange nuts have an integral washer. There are long nuts also known as couplings. Lock nuts come in a variety of types depending upon application. Two-way reversible lock nuts are peened on two sides to stay secure.
We could devote an entire book to screws alone because there are so many types; instead, we will narrow the focus to the most common types found in trucks. The most common automotive screw is the Phillips head in all of its many forms. Did you know the Phillips head screw was not invented by Phillips, but a guy named John P. Thompson? It was originally known as the “crosshead screw” and became legendary for its self-centering design, which made it more popular than the time-proven cross-slot screw head.



Thompson attempted to market his crosshead screw to manufacturers without success; they didn’t see the value in his design. That’s when he approached Henry Frank Phillips of the newly formed Phillips Screw Company in Portland, Oregon, with his design in 1935. Phillips bought the design immediately, refined the crosshead recess and patented the design for the American Screw Company a continent away in Rhode Island. The Phillips head screw quickly caught on with manufacturers because it was easy to install without slippage using a power screwdriver. General Motors was the first automaker to use Phillips head screws in a motor vehicle in 1938. If you look at a lot of original cars and trucks from the period, most had cross-slot screws. The Phillips crosshead screw didn’t become common until the late ’40s. Now it is impossible to imagine the world without the Phillips head screw.
In the years since 1938, other screw head adaptations have come down the pike: torq fasteners, Allen screws, square head and more. Despite these advances in fasteners, the Phillips head screw remains the most common in cars and trucks.








C10 Builders Guide
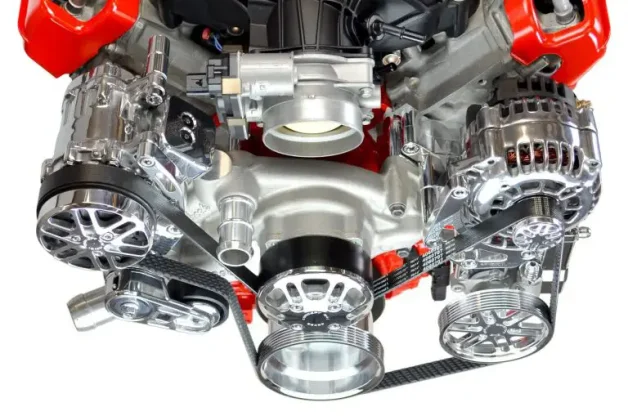
Compiled by Chris Hamilton – To highlight your product please contact chamilton@engagedmediainc.com Chevy LT Victory Pulley System Subscribe to our weekly newsletter Concept ONE introduces… Continue reading
Chris Hamilton . August 28, 2019

F100 Builders
Metal is Thicker than Blood Although this issue is paying homage to all you home builders out there, this man, Dorian Reyna, owns a killer… Continue reading
Mike Alexander . April 14, 2020


We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.

Share Link