 MARCEL VENABLE
.
August 29, 2025
.
How to
.
MARCEL VENABLE
MARCEL VENABLE
.
August 29, 2025
.
How to
.
MARCEL VENABLE

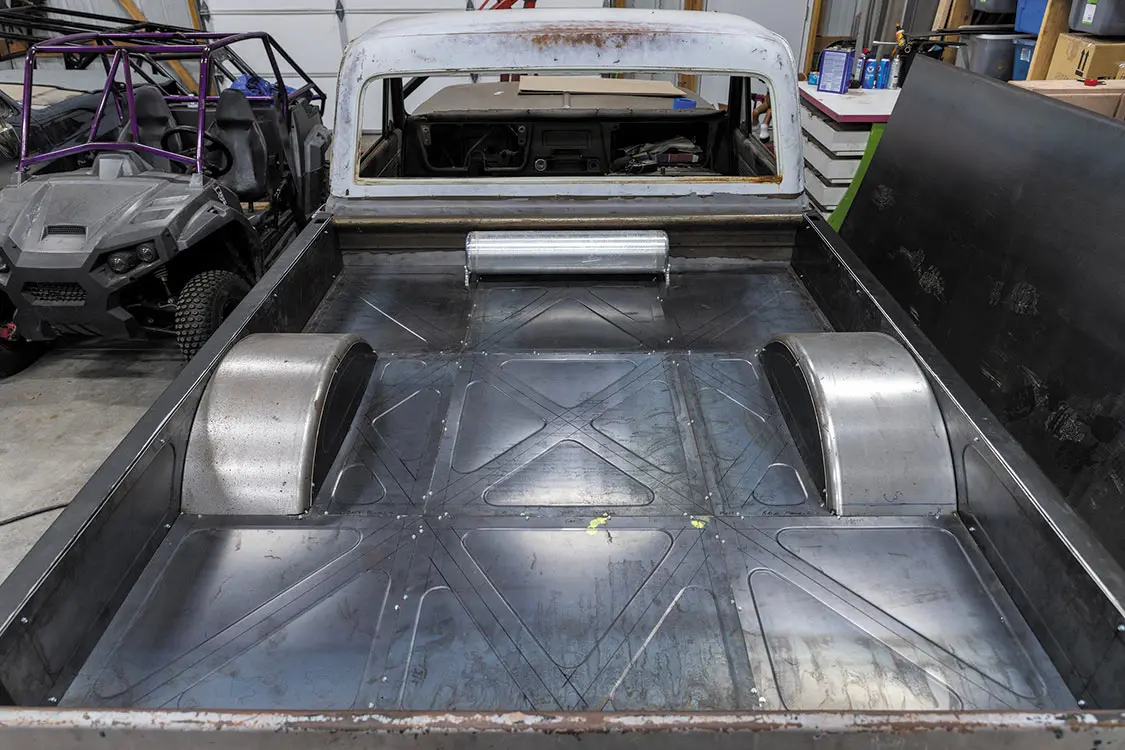
For this installment in our series of welding tips and tricks for beginners we will discuss welding joints. The proper term for aligning two pieces of metal to prep them to be fused together is “joint.” There are many types of joints: square, bevel, V, J and U-joints, and so on; however, the most often used type is the butt joint—it’s the reigning king of metal fabrication.
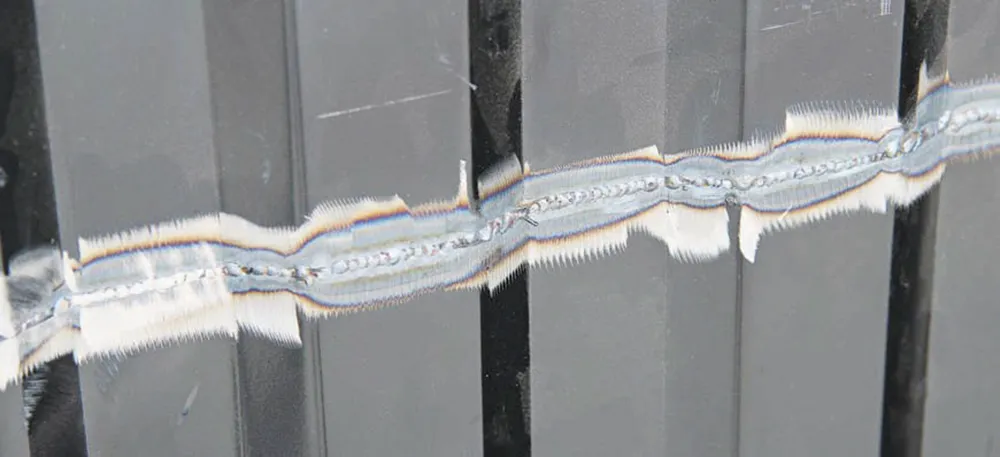
Although butt joints are the most common type used, most welders wish they had a third hand in order to keep the two pieces of metal aligned while maintaining the proper gap for strength. It’s important to maintain a reasonable gap to ensure complete heat and fill wire penetration, which makes the joint stronger than it would be if it were touching surface to surface.

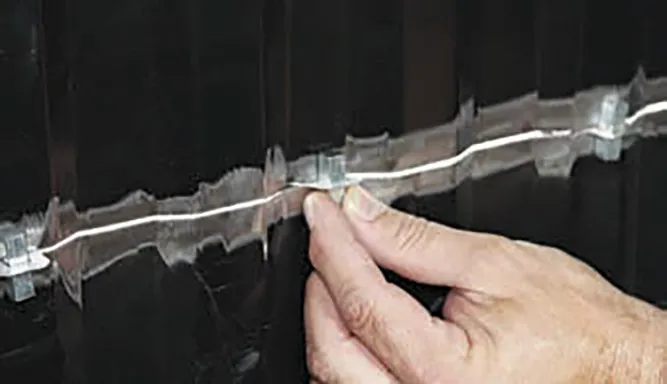
Most of the time, welders use clamps to hold metal pieces in place, but what happens if the metal piece is longer than the clamp’s throat, or the style of clamp used makes it difficult to keep a consistent gap? There’s a tool to solve this problem known as a butt weld clamp. They are common tools of the trade and are usually sold in multi packs containing four to six clamps. Butt weld clamps can be ordered in different sizes, depending on the desired gap thickness.
They are very easy to use; check out a few examples where we used butt weld clamps as we welded a 1967 72 C-10 bed floor from Classic Industries. ST












MILLER ELECTRIC
Millerwelds.com
CHICAGO WELDING
(HARBOR FREIGHT TOOLS)
Harborfreight.com
CLASSIC INDUSTRIES
Classicindustries.com

How to
BRINGING THIS 2002 CHEVY CLASSIC BACK FROM THE DEAD IN SEPTEMBER 2001, CHEVROLET RELEASED THE FIRST YEAR OF THIS NEWLY DESIGNED TRUCK CALLED THE AVALANCHE.… Continue reading
Chris Hamilton . October 01, 2019

Blood Sweat and Gears
This week Tim is fabricating one of the largest rear diffusers he has ever made for this twin Tesla swapped square body. The rear diffuser… Continue reading
Chris Hamilton . September 26, 2021

Department
872 HP EFI Deluxe Dressed Crate Engines BluePrint Engines just upped the ante with its Pro Series 426 CID Gen III crate engines. Available in… Continue reading
Chris Hamilton . August 09, 2024

Features
New Tinted Glass for our ’76 F-250 Installing new glass in a truck can be one of those tasks that seems intimidating at first,… Continue reading
DEVAN ENCE . July 22, 2025

Blood Sweat and Gears
This week, we’re plugging away on this 1985 Chevy C10 Tesla Swap build. We’re finishing up our IFS system and getting it mounted on our… Continue reading
Chris Hamilton . August 29, 2021
c10
Raised Sheetmetal Bed Floor ARE YOU LOOKING to make your C10 stand out from the crowd? A way you can truly make your build one… Continue reading
DEVAN ENCE . December 14, 2023


We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.



Share Link